
Danh mục tin tức
31/10/2024
Máy in 3D FDM là một trong những dòng máy in dễ dàng sử dụng và phù hợp với những người mới bắt đầu tìm hiểu về in 3D. Với chi phí rẻ, tốc độ nhanh, độ chính xác tương đối cao, đa dạng vật liệu, in 3D FDM có thể giúp bạn thực hiện hóa những ý tượng 3D sáng tạo. Vậy làm sao để sử dụng máy in 3D FDM? Hãy cùng 3D Vạn tìm hiểu chi tiết qua bài hướng dẫn sử dụng máy in 3D FDM cho người mới ngay sau đây nhé!
Máy in 3D FDM là dòng máy in sử dụng công nghệ FDM (Fused Deposition Modeling), một trong những công nghệ phổ biến và được ứng dụng nhiều nhất hiện nay.
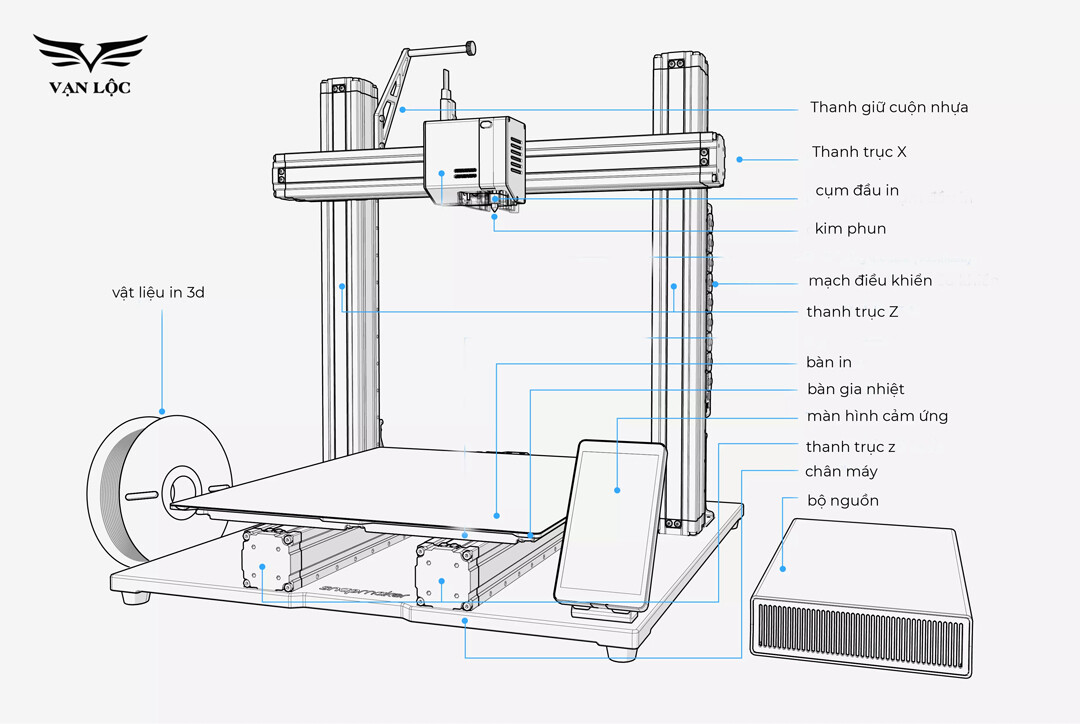
Khung máy in: Bộ phận cố định các thành phần của máy in, đảm bảo độ ổn định khi vận hành. Khung có thể được làm bằng kim loại, nhôm hoặc nhựa, được thiết kế đặc biệt để giảm thiểu rung chấn trong quá trình in.
Đầu in và hệ thống ép đùn: Hệ thống ép đùn là thành phần chính thực hiện chức năng kéo và làm nóng sợi nhựa đến nhiệt độ nhất định. Sau đó đùn vật liệu nhựa đã tan chảy qua đầu in lên bàn in để định hình các lớp in trên mặt phẳng in. Đầu in có thể có một hoặc nhiều đầu trên một máy in tùy vào thiết kế. Các yếu tố như kích thước vòi phun và tốc độ đùn nhựa sẽ tác động đến độ chính xác và thời gian in.
Bàn in và hệ thống chuyển động trục Z: Bàn in là bề mặt nơi mô hình 3D được xây dựng theo nguyên lý bồi đắp vật liệu. Bàn in có thể cố định hoặc di chuyển tùy thuộc vào thiết kế của máy in. Đối với thiết kế bàn in di chuyển, hệ thống chuyển động trục Z sẽ di chuyển bàn in lên xuống sau từng lớp in một khoảng cách bằng nhau. Độ chính xác của các động cơ điều khiển trục Z sẽ kiểm soát chất lượng và độ phân giải của mô hình.
Hệ thống chuyển động trục XY: Khung in sẽ trực tiếp điền khiển chuyển động của hai trục X và Y của đầu in. Hệ thống trục Y và Y sẽ di chuyển theo chiều ngang để tạo thành các lớp in của mô hình.
Các thành phần khác: Nguồn điện (cung cấp năng lượng cho quá trình vận hành máy in), Bảng điều khiển (đảm nhận nhiệm vụ điều khiển các thành phần của máy in như động cơ, cảm biến nhiệt độ và các thông số in ấn), Đầu nạp nhựa (có nhiệm vụ kéo sựa nhựa từ cuộn và đứa vào đầu phun).
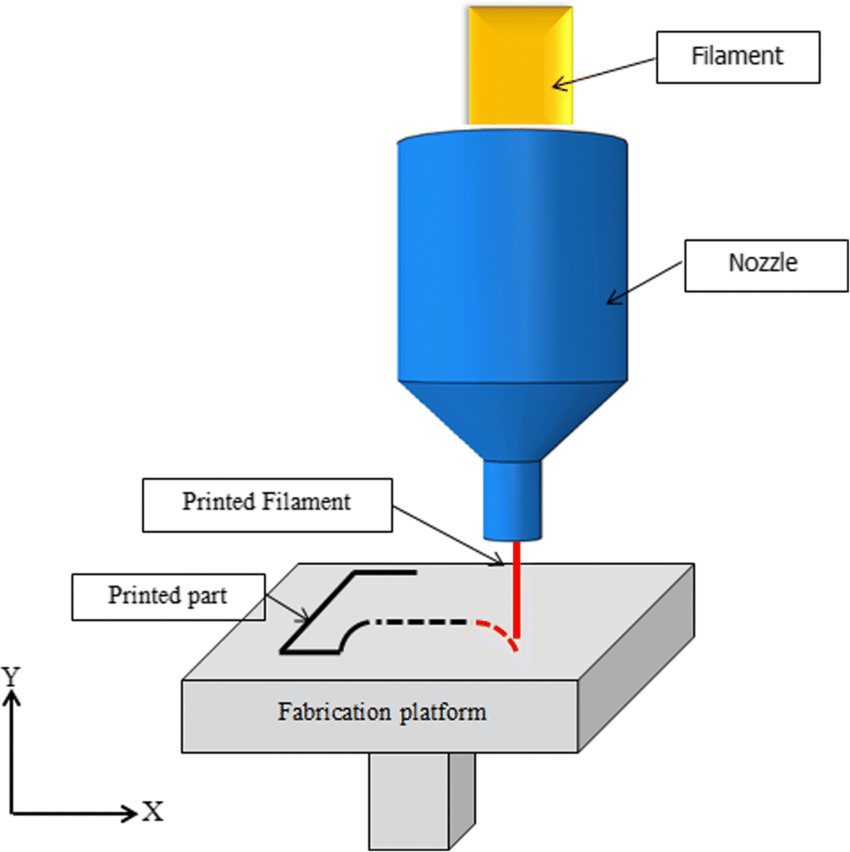
Công nghệ in 3D FDM (Mô hình lắng động hợp chất) hoạt động dựa trên nguyên lý xếp chồng vật liệu đã được làm nóng chảy lên nhau để tạo ra một mô hình 3D hoàn chỉnh. Để một máy in 3D hoạt động, cần có tệp 3D và hệ thống phần mềm điều khiển. Quá trình in FDM này được tiến hành qua các giai đoạn như sau:
- Nung nóng đầu in: Đầu in sẽ được hệ thống ép đùn gia nhiệt để chuẩn bị cho quá trình làm tan chảy nhựa nhiệt dẻo. Sợi nhựa sẽ được đẩy vào đầu nóng qua đầu nạp và chuẩn bị được phun qua đầu phun.
- In lớp và lặp lại quá trình: Đầu in sẽ di chuyển theo đường chạy được định hình sẵn. Tại điểm đầu tiên cửa lớp in 1, bàn in sẽ được đạt ở độ cao cố định, hệ thống XY sẽ di chuyển để nhựa bám lên bàn in. Khi kết thúc một lớp in, trục Z sẽ di chuyển bàn in để máy in tiếp tực in lớp tiếp theo, đè lên lớp vừa xong. Quá trình này sẽ được lặp đi lặp lại cho đến khi hoàn thành mô hình 3D.
- Hoàn thành và làm mát: Sau khi in xong, máy in sẽ làm mát đầu in và bàn in sẽ trở lại nhiệt độ thường. Lúc này, mô hình có thể được lấy ra khỏi bàn in và xử lý hậu kỳ.
- File thiết kế 3D: Tệp 3D chứa mô hình kỹ thuật số của sản phẩm cần in, có thể tự thiết kế phần mềm CAD đơn giản, dễ dùng hoặc dùng file có sẵn hoặc sử dụng phương pháp quét 3D. Khi đã có thiết kế mong muốn, bạn cần phải xuất hoặc tải xuống tệp STL.
- Cắt lớp mô hình: Tiến hành cắt lớp mô hình trên phần mềm Slicer để chuyển đổi mô hình 3D thành các lệnh in 3D cho máy in. Phần mềm này dịch tệp STL sang ngôn ngữ mà máy in có thể hiểu được. Khi nhập mô hình vào slicer, bạn có thể điều chỉnh các thông số như tốc độ in, nhiệt độ, độ dày lớp in, tỷ lệ lấp đầy, chiều cao lớp và thông số khác.
- Vật liệu in 3D: Các loại nhựa nhiệt dẻo in 3D dạng sợi được sử dụng để làm vật liệu chính trong máy in 3D FDM. Các sợi nhựa cho máy in 3D thời có 2 đường kính khác nhau 1,75mm và 3mm (hoặc 2,85mm). Tùy vào yêu cầu, bạn có thể lựa chọn một số loại nhựa thông dụng như PLA, ABS, PETG.

- Lắp đặt máy in: Đảm bảo máy in được lắp đặt đúng cách, có đủ không gian thoáng khí và mặt phẳng đặt chắn chắn.
- Lắp đặt sợi nhựa: Luồn sợi nhựa vào đúng đầu nạp, kiểm tra sợ nhựa có vào đúng vị trí hay chưa, điều chỉnh đầu nạp để nhựa chảu qua đầu in mà không bị kẹt nhựa.
- Cài đặt thông số kỹ thuật: Hãy cài đặt thông số kỹ thuật để giúp bạn thao tác sử dụng máy in dễ dàng.
+ Giá trị max/min của tọa độ ban đầu 3 trục X, Y, Z và 2 trục X, Y. Bạn hãy quan tâm đến tọa độ của trục X khi in lớp đầu tiên của bản in.
+ Chiều cao giá đỡ có sự chênh lệch từ đầu vòi phun tới đáy cần trục X.
+ Nhiệt độ bàn in: Cài đặt nhiệt độ chuẩn giúp mô hình bám dính tốt hơn, tránh cong vênh. Tùy thuộc vào mỗi loại chất liệu mà điều chỉnh nhiệt độ khác nhau, ví dụ PLA: 50-60°C, ABS: 90-110°C, PETG: 60-80°C.
+ Tốc độ di chuyển đầu in: Cài đặt tốc độ đầu in giúp quá trình in được ổn định. Thông thường, tốc độ di chuyển đầu in nên được điều chỉnh trong khoảng 40-80 mm/s. Tốc độ in quá nhanh có thể làm giảm độ chính xác, nếu chậm quá sẽ tốn nhiều thời gian in.
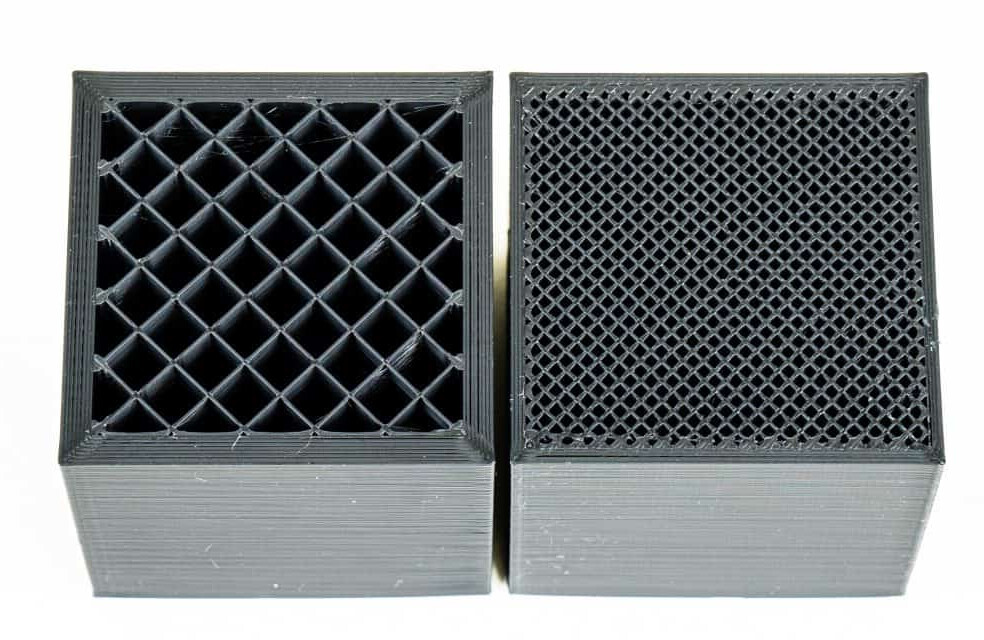
+ Tỷ lệ lấp đầy: Là mức độ đầy bên trong của mô hình, được xác định theo %. Tỷ lệ lấp đầy bằng 0%, tức mô hình rỗng, tỷ lệ lấp đầy 100% tức mô hình hoàn toàn đặc. Trong hầu hết các bản in tiêu chuẩn, tỉ lệ lấp đầy nên được điều chỉnh từ 15-50%. Đối với mô hình cần độ bền cao, yêu cầu sự chắc chắn thì tỉ lệ lấp đầy từ 50% trở lên. Tỷ lệ lấp đầy càng cao đòi hỏi in nhiều sợi nhựa và in lâu hơn.
+ Kiểu dạng lấp đầy: Các kiểu lấp đầy phổ biến thường được dùng như lưới (grid) và đường thẳng (lines) cho tốc độ in nhanh, độ bền trung bình. Dích dắc (zig zag) và tổ ong (honeycomb) có độ bền khá cao nhưng tốn thời gian. Dạng mạng lưới dạng xoắn (gyroid) hoặc hình khối lập phương (cubic) có độ bền tốt cho các mô hình chịu lực, phức tạp nhưng in lâu.
+ Co rút sợi nhựa: Việc cài đặt thông số co tút sợi nhựa khi đầu in di chuyển sẽ giúp tranh rớt nhựa hoặc tạo vết kéo khi in. Tốc độ rút nhựa khuyến nghị cho các bản in tiêu chuẩn từ 25-45 mm/s. Độ dài rút nhựa từ 1-3mm cho loại máy đùn Direct Drive, 4-6mm cho loại máy đùn Bowden.
Ngoài ra, còn một vài thông số liên quan đến tới bộ phận làm làm, ống dẫn hoặc phần đế hỗ trợ (như skirt, brim, raft), tốc độ di chuyển đầu in khi không đùn nhựa...
- Nhập G-code vào máy in: Bạn có thể nạp qua thẻ SD, USB hoặc kết nối trực tiếp từ máy tính. G-code chứa thông tin chuyển động cho phép máy in biết cách thức và vị trí di chuyển trục, lượng vật liệu cần cung cấp trong mỗi lần in.
- Làm nóng đầu đùn: Làm nóng đầu đùn tới nhiệt độ nóng chảy của sợi nhựa vật liệu được dùng để in.
- Nạp sợi vật liệu: Nạp sợi nhựa vật liệu vào đầu đùn một cách cẩn thận, bởi lúc này đầu đun đang nóng.
- Cân bằng bàn in: Kiểm tra và điều chỉnh sao cho bàn in được cân bằng để khi in, mô hình không bị cong vênh.
- Bắt đầu in: Trong quá trình in, người dùng có thể giám sát để đảm bảo quá trình in diễn ra suôn sẻ, lớp đầu tiên bám chắc bài bàn in. Nếu bị tách lớp, lỗi sợi nhựa chảu không điều, mô hình bị công vênh, có thể cho tạm dừng và điều chỉnh lại. Đối với một mô hình đơn giản, kích thước nhỏ có thể mất chưa đến một tiếng. Đối với một mô hình phức tạp có thể mất vài giờ hoặc thậm chí là cả ngày in để hoàn thành.
- Tháo dỡ phần cấu trúc: Sau khi xong, quá trình làm mát hoàn thành, mô cứng sẽ được lấy ra khỏi bàn in. Dùng dao hoặc công cụ chuyên dụng để tháo dỡ các phần cấu trúc hỗ trợ.
- Hoàn thiền bề mặt: Dùng giấy nhám để làm mịn các chi tiết thừa hay lỗ nhỏ. Bạn có thể sơn, mạ, đánh bóng, làm mượt, dán hoặc hàn để hoàn thiện mô hình nếu có nhu cầu.
- Vệ sinh đầu in: Bảo đảm đầu in không sót lại vật liệu thừa, tránh bị tắc trong lần sử dụng tiếp theo.
- Vệ sinh bàn in: Kiểm tra bề mặt và làm sạch nhựa in thừa còn sót lại trên bàn in.

Trong quá trình in 3D sử dụng công nghệ FDM, người dùng có thể gặp một số vấn đề làm ảnh hưởng đến chất lượng in, tiêu tốn nguyên liệu, năng lượng và thời gian in lâu. 3D Vạn Lộc cung cấp cho bạn một số mẹo xử lý khi gặp những vấn đề này để cải thiện chất lượng in như sau:
Cong vênh: Xuất hiện do nhựa nguội và co rút nhanh, đặc biệt khi in vật liệu ABS, khiến các lớp dưới bị co lại và tác khỏi bề mặt in. Trường hợp này, bạn nên sử dụng mặt in có khả năng làm nóng hoặc điều chỉnh lại nhiệt độ bàn in đúng. Ngoài ra, bạn có thể sử dụng keo dán hoặc băng dính để đảm bảo sự bám dính tốt.
Tắc đầu phun: Nếu bạn nghe thấy tiếng ồn lạ từ đầu in hoặc nhận thấy sợi nhựa không chảy ra từ đầu phun, hoặc chảy ra yếu, có thể máy in đang bị tắc đầu phun. Trường hợp này do điều chỉnh nhiệt độ chưa phù hợp, sử dụng nhựa kém hoặc không vệ sinh đầu phun thường xuyên. Việc bạn cần làm là kiểm tra lại chất lượng sợi nhựa, điều chỉnh nhiệt độ đúng và làm sạch vòi phun.
Chảy nhựa: Khi in, sợi nhựa chảy có thể bị kéo thành sợi, tạo ra các vệt mỏng như dây sau những lần đầu phun di chuyển. Bạn chỉ cần điều chỉnh lại thông số rút sợi nhựa bằng cách tăng khoảng cách rút và tốc độ rút nhựa.
Lệch lớp: Khi thấy các lớp in liên tiếp không khớp nhau, có thể do bàn in bị hỏng, dây đai không căng, tốc độ in quá nhanh hoặc động cơ có vấn đề nên gây ra hiện tượng lệch lớp. Lúc này, bạn nên kiểm tra và cân chỉnh độ cân bằng của các trục, đảm bảo các dây đai trên các trục đủ căng để hạn chế xê dịch. Giảm tốc độ in xuống mức cần thiết.
Thiếu nhựa: Hiện tượng xảy ra khi không đủ sợi nhựa để đùn qua đầu in khiến mô hình xuất hiện các khoảng trống giữa các lớp in. Bạn nên kiểm tra và điều chỉnh lại lưu lượng nhựa trong phần mềm slicer.
Đùn quá mức: Hiện tượng ngược lại so với thiếu nhựa, khi quá nhiều sợi nhựa được ép đùn qua đầu in, dẫn đến các lớp in bị chảy xệ, xuất hiện bong bóng, lỗ khí. Tương tự, bạn nên kiểm tra và điều chỉnh giảm lượng nhựa được đưa vào.
>>> Xem thêm: In 3D tại Hà Nội chuyên nghiệp, chất lượng, giá tốt
Với những hướng dẫn chi tiết về sử dụng máy in 3D FDM cho người mới đã được 3D Vạn Lộc tổng hợp và chia sẻ trên đây, việc sử dụng máy in 3D FDM sẽ trở nên dễ dàng và nhanh chóng hơn. Máy in 3D đem đến cho bạn nhiều trải nghiệm in 3D thú vị và sở hữu nhiều mô hình in 3D đầy sáng tạo. Bạn có thể tận dụng công nghệ này để tiến hành những dự án thực nghiệm, kinh doanh hoặc đơn giản là tạo ra những thứ mà mình thích.
Hoặc tiện lợi và tiết kiệm hơn, bạn có thể sử dụng dịch vụ in 3D theo yêu cầu của tại 3D Vạn Lộc. Tại 3D Vạn Lộc, chúng tôi sỡ hữu nhiều chiếc máy in 3D FDM chính hãng với hiệu suất làm việc cao, đa dạng vật liệu để đáp ứng mọi nhu cầu của khách hàng.
>>> Xem thêm: Báo giá in 3D mới nhất hiện nay
Cung ứng dịch vụ in 3D theo yêu cầu, dịch vụ scan 3D, các mẫu máy in 3D, máy quét 3D chính hãng, giá rẻ, chất lượng.
Danh mục tin
Tin nổi bật

Tags
Tin tức liên quan
 Xem thêm
Xem thêm
01/04/2026
Cách định dạng file in 3D phổ biến nhất hiện nay. Nên lựa chọn định dạng nào cho chuẩn? 3D Vạn Lộc 31/03/2026
Vì sao in 3D trong ngành điện ảnh đang trở thành xu hướng toàn cầu? 3D Vạn Lộc 30/03/2026
Tư vấn toàn tập về in 3D cho người mới bắt đầu 3D Vạn Lộc 25/03/2026
Vai trò của nhựa sinh học PLA trong in 3D: Giải pháp cho sản xuất bền vững năm 2026 3D Vạn Lộc
05/12/2025
Đơn vị cung cấp tượng Chân dung Bác Hồ cho Văn phòng Cơ quan Nhà nước 3D Vạn Lộc
27/01/2025
Cách khắc phục hiện tượng tách lớp in khi in 3D bằng FDM 3D Vạn LộcLiên hệ
Hãy để lại liên hệ cho chúng tôi







